
Resumen
El ANJ-MBR es un sistema inteligente de tratamiento de aguas residuales desarrollado para abordar los desafíos de los equipos tradicionales de tratamiento integrado de aguas residuales, como el alto ensuciamiento de membranas y las dificultades operativas. Este dispositivo innovador combina el proceso de lodos activados y la tecnología de biopelícula, con un enfoque altamente integrado. Integra tecnologías de desnitrificación biológica, eliminación de fósforo y separación por membrana.
Utilizando membranas planas modificadas con nanomateriales de larga vida útil y fuertes capacidades antiincrustantes, el sistema logra la eliminación simultánea de materia orgánica y contaminantes de nitrógeno/fósforo. Los elementos de membrana demuestran una mayor resistencia al ensuciamiento, menor frecuencia de limpieza, vida útil prolongada y reducción mínima de la tasa de flujo. Mediante un diseño de proceso optimizado, el sistema garantiza el cumplimiento estable de los estándares de calidad del efluente, alcanzando CODcr≤30mg/L, NH3-N≤5mg/L, TN≤15mg/L, TP≤0,5mg/L, SS ≤10 mg/L. Las características principales incluyen una calidad de agua superior, amplia aplicabilidad, intervalos prolongados entre incrustaciones de la membrana y altos niveles de automatización.
Especificaciones
Especificaciones y modelos
| N.º | Especificaciones y modelos | Capacidad de tratamiento (m³/d) | Dimensiones del equipo (L×A×H) (m) | Potencia instalada (W) | Peso del equipo (kg) |
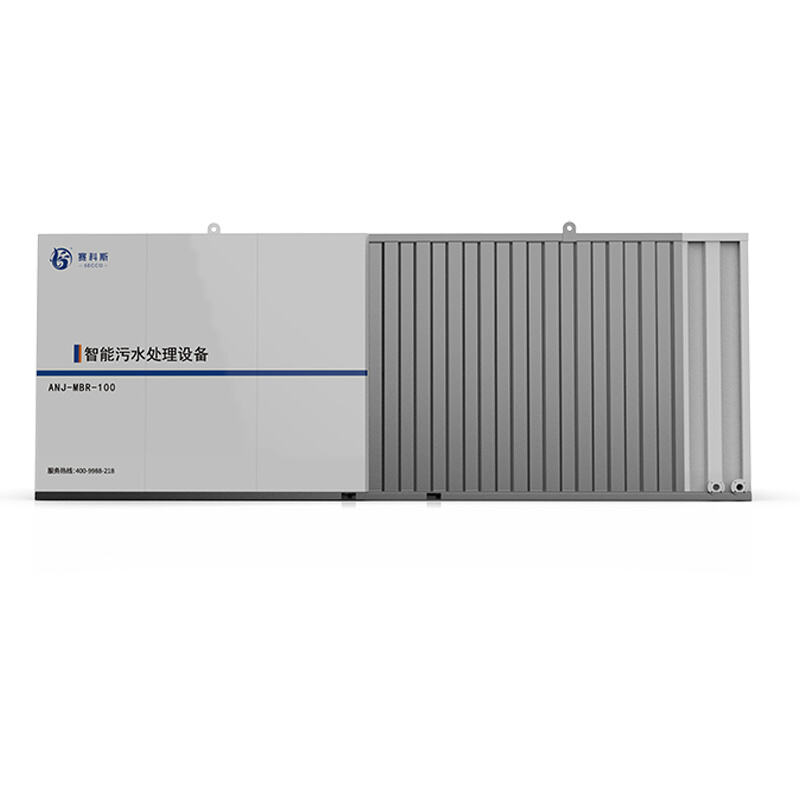
| 1 | ANJ-MBR-100 | 100 | 8×3×3 | 9205 | 8600 |
| 2 | / | Aceptar personalización | |||
Atributos importantes
| Inspección fuera de sitio por video | Puede proporcionar | Capacidad de manejo | 100m³/d o personalizado |
| Informe de inspección del equipo | Puede proporcionar | Período de responsabilidad por defectos | 1 año |
| Potencia instalada | 9205W | Peso (kg) | 8600 |
| Lugar de producción | Anhui, China | Marca | SECCO |
| Material del equipo | Acero al carbono anticorrosivo o fibra de vidrio, se acepta personalización | Tasa de eliminación | Tasa de eliminación de CODcr 80%~90%; Tasa de eliminación de NH4+-N 75%~90%; Tasa de eliminación de TP 80%~95%; Tasa de eliminación de SS 95%~98%; |
| Voltaje | 220V/380V/ personalizable | Flujo del proceso | A-AAO+MBR |
| Pigmento | Hecho a medida | Componentes Principales | Bomba de agua, ventilador, sistema MBR, armario de control eléctrico, instrumento |
| Método de Control | Automatización eléctrica (PLC) | Operar | Ejecutar automáticamente |
| Tamaño (L×A×A) (m) | 8×3×3 | Superioridad | Ocupa un área pequeña, tiene una calidad de agua excelente y estable, diseño estandarizado y operación inteligente |
| Nombre del producto | Equipo inteligente de tratamiento de aguas residuales - biorreactor con membrana de limpieza de baja frecuencia | El certificado | / |
| Forma de Instalar | Sobre o bajo tierra | Cuantidad mínima de pedido | 1 Conjunto |
| Proporciona servicio posventa | Planos, videos, servicios in situ, manuales del producto | Escenarios de Aplicación | Plantas centralizadas de tratamiento de aguas residuales, zonas de protección de fuentes de agua, lugares turísticos, alojamientos y catering, procesamiento de alimentos y otros escenarios con requisitos estrictos de calidad del efluente o alta concentración del afluente; puede utilizarse tanto como equipo de tratamiento avanzado para aguas residuales domésticas como unidades de tratamiento auxiliares para aguas residuales industriales. |
Información de embalaje y envío
| Unidad de marketing | Artículo único |
| Tamaño del paquete individual (L×A×H) (m) | 8×3×3 |
| Peso bruto del producto individual | 8600kg |
Plazo de entrega
| Cantidad | 1 | 2-5 | >5 |
| Hora del Este (ET) | 30 | 70 | Indeterminado |
Opciones de personalización
| Opción | Pedido mínimo | Costos de personalización |
| Personalizar material principal | 1 Conjunto | |
| Espesor personalizado del cuerpo | 1 Conjunto | |
| Placas personalizadas | 1 Conjunto | |
| Logotipo Personalizado | 1 Conjunto | |
| Personaliza tu color | 1 Conjunto | |
| Capacidad de procesamiento de personalización | 1 Conjunto | |
| Embalaje personalizado | 1 Conjunto | |
| Personalización de mapas | 1 Conjunto | |
| Personalización | 1 Conjunto |
Escenarios de Aplicación
Se utiliza principalmente en plantas centralizadas de tratamiento de aguas residuales, zonas de protección de fuentes de agua, lugares turísticos, alojamientos y servicios de catering, procesamiento de alimentos y otros escenarios con requisitos estrictos de calidad del agua de salida o alta concentración del agua de entrada. Puede utilizarse como equipo de tratamiento avanzado para aguas residuales domésticas o como unidad de tratamiento complementaria para aguas residuales industriales.

Composición del producto
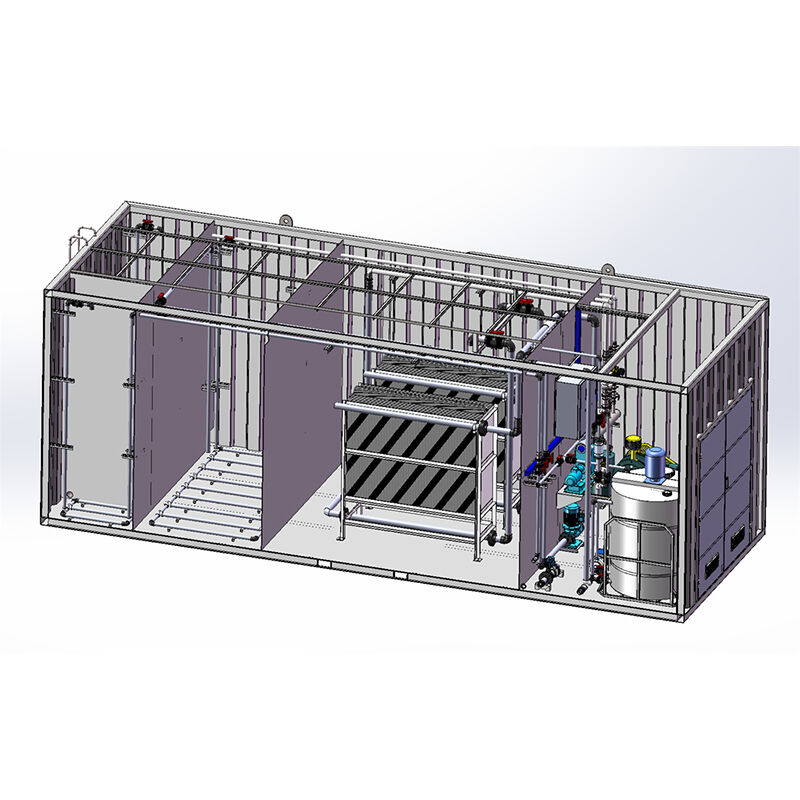
El sistema completo está compuesto principalmente por componentes de membrana, soplador, bomba de agua producida, bomba de lodos, sistema de limpieza, instrumentación y sistema eléctrico de automatización.

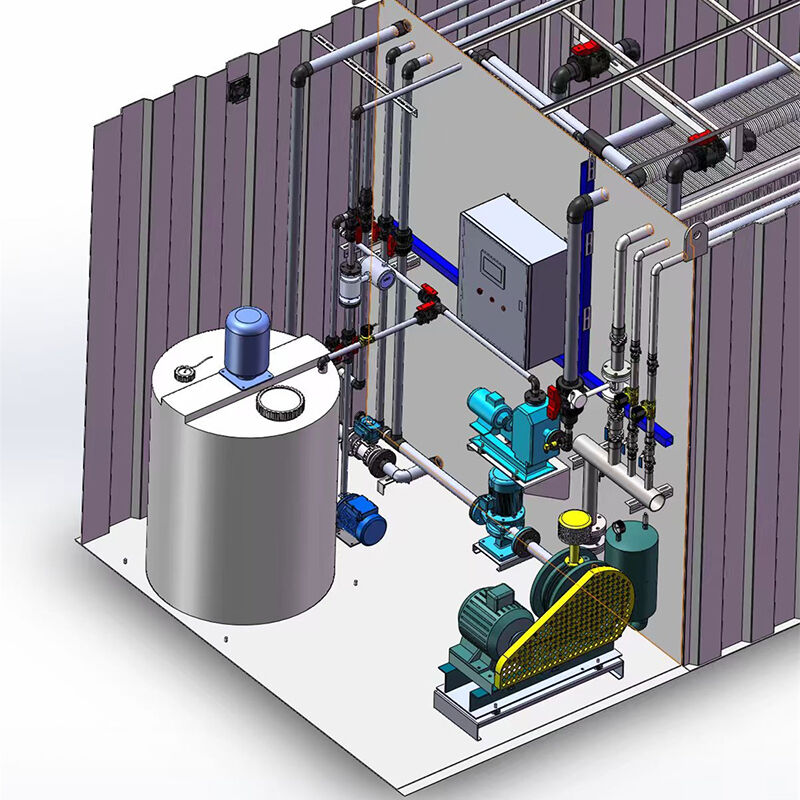
Lista de componentes principales
| Nombre | Parámetros del modelo | Cantidad | Unidad |
| Pozo de equipos | Acero al carbono anticorrosivo | 1 | conjunto |
| Sistema de membrana MBR | Membrana plana, tamaño de poro de la membrana 0,1 μm, flujo medio de membrana 18 L/(㎡·h) | 2 | suite |
| Bombas de producción | Bomba de succión automática | 1 | conjunto |
| Sistema de limpieza química de membranas | Tanque de llenado de hipoclorito de sodio, con bomba de llenado, medidor de nivel, etc. | 1 | suite |
| Ventilador | Soplador rotativo | 1 | conjunto |
| Bomba de recirculación | Bomba centrífuga de tubería | 1 | conjunto |
| MEDIDOR | Caudalímetro electromagnético, caudalímetro de vórtice, manómetro, etc. | 1 | suite |
| Válvula | Válvula esférica eléctrica, válvula solenoide, válvula de seguridad, etc. | 1 | suite |
| Navar | Armario de control (PLC Siemens) y componentes de cableado y alambres asociados | 1 | suite |
PRINCIPIO DEL PROCESO
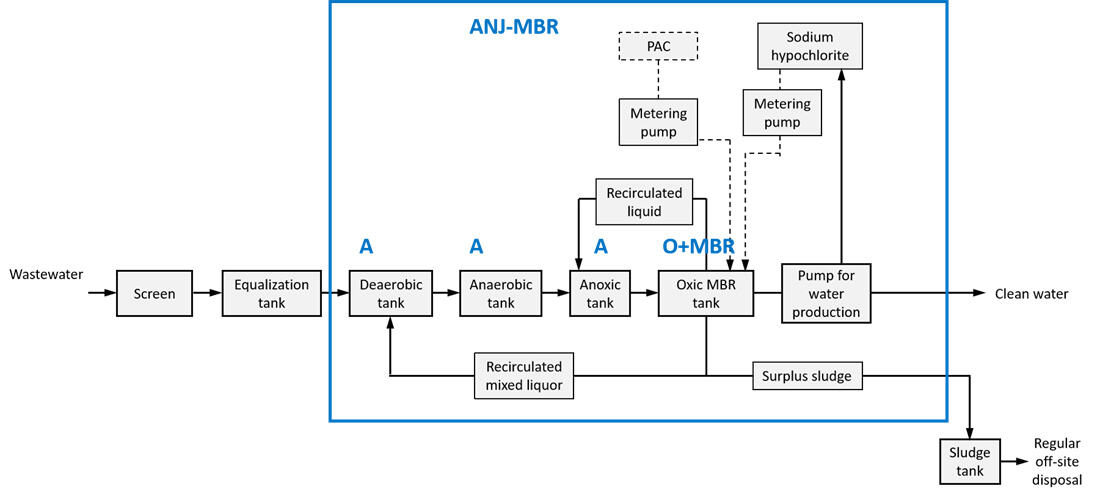
DESCRIPCIÓN DEL FLUJO DE PROCESO
Primero, las aguas residuales pasan por un cribado para eliminar impurezas particuladas grandes, luego ingresan al tanque de equalización para equilibrar la calidad y cantidad del agua. Posteriormente fluyen hacia el tanque desaeróbico, donde el licor mixto recirculado desde el tanque MBR oxigénico libera el oxígeno disuelto para mantener un entorno anaeróbico en el siguiente tanque anaeróbico. El agua luego entra al tanque anaeróbico, donde las bacterias acumuladoras de fósforo liberan fósforo y consumen materia orgánica.
Procede al tanque anóxico, donde las bacterias desnitificantes utilizan la materia orgánica y el nitrógeno de nitrato proveniente del líquido recirculado para la desnitificación. Finalmente, ingresa al tanque oxic MBR, donde los microorganismos degradan la materia orgánica y nitrifican el nitrógeno amoniacal. Durante este proceso, ocurre una absorción excesiva de fósforo por parte de las bacterias acumuladoras de fósforo. La mezcla líquida del tanque oxic logra una separación eficiente entre lodo y agua mediante módulos de membrana MBR, reteniendo el lodo activado y las impurezas, mientras permite que el agua limpia atraviese el sistema de membranas para su descarga conforme a normativas.
Principios técnicos
Este sistema de tratamiento de aguas residuales integra tecnología avanzada de separación por membranas con procesos convencionales de lodos activados. En comparación con los métodos tradicionales, presenta optimizaciones innovadoras en aspectos críticos como el diseño del proceso y el control de la obstrucción de la membrana, conformando así un sistema integrado completo que combina desoxidación, digestión anaeróbica, condiciones anóxicas y procesos óxicos (tanque de membrana MBR).
Los módulos de membrana en el proceso MBR utilizan membranas planas con un tamaño de poro de 0,1 μm. Cuando la mezcla de lodo activado procedente de aguas residuales fluye a través de la superficie de la membrana en el tanque de membrana, el agua y las moléculas pequeñas pasan a través de los poros de la membrana convirtiéndose en efluente tratado. Mientras tanto, el lodo activado, las moléculas orgánicas grandes, las bacterias y otras sustancias son retenidas por la membrana, permaneciendo dentro del tanque. Este mecanismo logra una separación efectiva entre sólidos y líquidos.
Debido a la alta eficiencia de la membrana, el lodo activado no se perderá con el efluente, y se puede mantener una alta concentración de lodos en el biorreactor. La alta concentración de lodos significa que hay más microorganismos participando en la degradación de contaminantes, lo que mejora la eficiencia del tratamiento biológico y aumenta la adaptabilidad del sistema a los cambios en la calidad y cantidad del agua.
El proceso A-AAO utiliza diferentes microorganismos bajo condiciones ambientales variables para eliminar nitrógeno, fósforo y materia orgánica de las aguas residuales. El proceso MBR mejora la eficiencia de la separación sólido-líquido y la efectividad del tratamiento biológico mediante tecnología de separación por membrana. El sistema integrado de tratamiento de aguas residuales A-AAO+MBR combina estos dos enfoques, eliminando eficazmente diversos contaminantes del agua residual mientras garantiza que la calidad del efluente cumpla con normas rigurosas.
Tecnología y características principales del producto
Tecnologías básicas
Proceso de tratamiento biológico compuesto eficiente y sinérgico
(1) Eliminación sincrónica y eficiente de nitrógeno y fósforo: mediante la creación de ambientes alternantes anaeróbicos, anóxicos y oxicos, se cultivan respectivamente bacterias acumuladoras de fósforo (PAOs) y bacterias de nitrificación/denitrificación para lograr una eliminación eficiente y sinérgica del nitrógeno total (TN) y fósforo total (TP) en aguas residuales.
(2) Fortalecimiento de la degradación de la materia orgánica: la reacción multietapa hace que la materia orgánica sea degradada paso a paso por diferentes tipos de microorganismos, por lo que el tratamiento es más completo y soporta fuertes impactos de carga.
Tecnología de membrana plana para separación sólido-líquido
(1) Separación casi absoluta sólido-líquido: puede retener al 100 % el lodo activado, los flóculos bacterianos y la materia orgánica de alto peso molecular, garantizando un efluente claro y transparente, con sólidos suspendidos (SS) muy bajos.
(2) Alto flujo y estabilidad: En comparación con otras formas de membranas (como las membranas de fibra hueca), la membrana plana seleccionada presenta características de fuerte resistencia a la contaminación, buena recuperación tras la limpieza y un funcionamiento más estable.
(3) Garantizar la calidad del efluente: La separación por membrana es una barrera física que puede eliminar eficazmente bacterias y la mayoría de los virus, de modo que la calidad del efluente pueda mantenerse estable, cumpliendo o superando los requisitos de reutilización de alto nivel.
Acoplamiento profundo y optimización innovadora del proceso y la tecnología de membranas
(1) Mantenimiento de una concentración de lodos ultra alta: El efecto de retención de la membrana permite mantener una concentración de lodos (MLSS) mucho más alta en el biorreactor que en los procesos tradicionales, mejorando así considerablemente la eficiencia de tratamiento y la capacidad de carga frente a impactos por unidad de volumen del tanque.
(2) Simplifique el proceso y ahorre espacio: el diseño integrado elimina la necesidad del tanque de sedimentación secundaria, filtración y otras unidades posteriores, y la estructura del sistema es compacta y ocupa poco espacio.
(3) Control inteligente de la contaminación de membranas: mediante un diseño de proceso y estrategias operativas únicas (como aireación optimizada, limpieza de baja frecuencia, etc.), se puede reducir eficazmente la contaminación de las membranas, prolongar su vida útil y disminuir el consumo energético operativo y la frecuencia de limpieza.
Características del producto
(1) Calidad excelente del efluente: puede eliminar eficazmente todo tipo de contaminantes, adaptarse a escenarios con sensibilidad ambiental y baja capacidad, y garantiza una calidad estable del efluente.
(2) Pequeña huella: El diseño integrado y la estructura compacta integran el tratamiento biológico y la separación por membrana en un solo equipo, sin tanque de sedimentación secundaria, la concentración de lodos puede alcanzar entre 8000-20000 mg/L, la eficiencia del tratamiento es mucho mayor que la tecnología tradicional de tratamiento de aguas residuales, y la huella se reduce en más de 2/5.
(3) Alto grado de automatización: Se puede realizar control remoto mediante PLC y operación automática, permitiendo que el equipo funcione sin supervisión. El estado de funcionamiento y la calidad del agua pueden monitorearse en tiempo real, y la gestión operativa es sencilla.
(4) Operación inteligente: A través del sistema de control automático, se puede lograr el control de limpieza automática de la membrana, y la operación y mantenimiento son simples.
(5) Menor producción de lodos: la edad del lodo es larga, y la cantidad de lodo excedente es relativamente pequeña, lo que reduce entre un 30% y un 50% en comparación con los procesos tradicionales de tratamiento de aguas residuales, disminuyendo el costo del tratamiento y disposición de lodos y el riesgo de contaminación secundaria.
(6) Ciclo largo de contaminación de membranas: la velocidad de contaminación de la membrana se reduce considerablemente mediante la optimización del diseño del equipo, y se prolonga el ciclo de contaminación de la membrana. Mientras tanto, el ciclo y la frecuencia de limpieza se controlan automáticamente, lo que reduce significativamente los costos de operación y mantenimiento.
(7) Alta resistencia a cargas de impacto: la unidad de tratamiento biológico puede mantener una alta concentración de lodo activado, la MLSS puede alcanzar entre 8000 y 20000 mg/L, puede tolerar grandes fluctuaciones en la calidad y cantidad de agua, y puede mantener un efecto estable de tratamiento bajo condiciones de cambios importantes en la calidad y caudal del agua residual.
(8) Fuerte adaptabilidad: puede personalizarse según la calidad del agua residual y los requisitos de tratamiento, es adecuado para la modernización de plantas (estaciones) urbanas de tratamiento de aguas residuales, atracciones turísticas, áreas de servicio de autopistas, tratamientos rurales de aguas residuales, y también puede utilizarse para el pretratamiento o tratamiento independiente de aguas residuales industriales pequeñas y medianas.
(9) Servicios de estandarización y personalización: Buscamos la excelencia en la fabricación inteligente mediante la transformación digital y actualizaciones de automatización. Al expandir activamente la aplicación del análisis de grandes datos y las tecnologías de inteligencia artificial, nos dedicamos a la fabricación inteligente para ofrecer productos y servicios sobresalientes. Nuestras ofertas incluyen no solo una gama de productos estandarizados de alto rendimiento rigurosamente probados, adaptados a diversas necesidades industriales, sino también soluciones personalizadas desarrolladas por nuestro equipo profesional de diseño para satisfacer requisitos únicos. A través de servicios integrales, creamos productos mecánicos y soluciones de sistemas premium con artesanía meticulosa.
Características de diferenciación y ventajas competitivas en el mercado
En comparación con productos similares, este producto presenta una buena eficiencia en el tratamiento de aguas residuales, especialmente en cuanto a costos de operación y mantenimiento y control inteligente.
Tabla 5-1 Comparación de productos similares
| Proyecto de comparación | ANJ-MBR | Hirota, Japón Equipos integrados de tratamiento de aguas residuales | Equipos integrados de tratamiento de aguas residuales Memstar | Equipo inteligente de tratamiento de aguas residuales MBR Bishuiyuan |
| Tecnología principal | Método de lodo activado + método de biopelícula | Método de lodo activado + método de biopelícula | Método de lodo activado + método de biopelícula | Método de lodo activado + método de biopelícula |
| Tipo de membrana | Membrana plana | Membrana plana | Membrana de fibra hueca | Membrana de fibra hueca |
| Tasa de eliminación de COD | 80%-90% | 80%-90% | 82%-90% | 85%-90% |
| Tasa de eliminación de nitrógeno amoniacal | 75%-90% | >85% | 80%-90% | 80%-88% |
| Rendimiento en desfosforización | 80%-95% | 80%-90% | 80%-85% | 80%-90% |
| Concentración de lodos | 8000-20000mg/L | 8000-15000 mg/L | 8000-12000 mg/L | 6000-12000 mg/L |
| Vida útil de la membrana | 5-8 años | 5-8 años | entre 3 y 5 años | Aguas residuales domésticas: ≥5 años; aguas residuales industriales: 3-5 años |
| Frecuencia de limpieza | Limpieza automática con monitoreo inteligente | Lavado inverso físico: diariamente; limpieza química: cada 3-6 meses | Lavado inverso físico: diariamente; limpieza química: una vez al mes | Limpieza química en línea: una vez por semana |
| Nivel de inteligencia | Integrar algoritmo de IA + plataforma inteligente de gestión de operaciones y mantenimiento del Internet de las Cosas | Control PLC básico | Control centralizado + monitoreo remoto mediante Internet de las Cosas | Integrar algoritmo de IA y plataforma de operaciones y mantenimiento con gemelo digital |
| Escenario de Aplicación | Aguas residuales municipales, tratamiento descentralizado rural, escenarios de emergencia, aguas residuales industriales pequeñas y medianas | Grandes plantas de tratamiento de aguas residuales municipales, parques industriales | Aguas residuales dispersas, aguas residuales industriales | Aguas residuales municipales, tratamiento descentralizado rural, escenarios de emergencia |
Aplicaciones
Tratamiento de aguas residuales rurales en la ciudad de Hefei, provincia de Anhui, China
Antecedentes y desafíos del proyecto:
• Ubicación del proyecto: un área rural en la provincia de Anhui, China.
• Escala de tratamiento: 50 m³/día.
• Principales desafíos: El proyecto está cerca de la zona de protección de primera categoría del lago Chaohu, con espacio limitado y requisitos estrictos para el vertido de aguas.
Solución ANJ-MBR:
• Se adopta una combinación modelo MBR-50.
• El proceso MBR elimina el tanque de sedimentación secundaria, la filtración y otras unidades posteriores, lo que hace que la estructura del sistema sea compacta y requiera poco espacio.
• El proceso A-AAO+MBR presenta ventajas como alta nitrificación y desnitrificación simultánea, alta eficiencia en la eliminación de nitrógeno y fósforo, alta concentración de lodos, gran capacidad de resistencia a cargas de impacto, alta tasa de retención de sólidos en suspensión (SS) y efluente claro.
• Equipado con una plataforma inteligente de operación y mantenimiento, se puede realizar monitoreo remoto y limpieza inteligente de baja frecuencia, lo que simplifica la operación y el mantenimiento y reduce el consumo de energía.
Efecto y datos de implementación:
• La calidad del agua efluente es estable y cumple con la norma local, en la que el COD del efluente es inferior a 30 mg/L, mucho mejor que la norma local.
• El área ocupada ha disminuido aproximadamente un 40 %.
• Los costos de operación y mantenimiento se han reducido en aproximadamente un 30 %.


Proporcione los datos de su proyecto para que podamos diseñar un equipo más adecuado para usted.
| Parámetros | Calidad del agua de entrada (mg/L) (ppm) | Calidad del agua (mg/L) (ppm) |
| CODCr | ||
| DBO5 | ||
| SST | ||
| N-NH4+ | ||
| Tn | ||
| Tp | ||
| pH de las células | ||
| Colibacilo | ||
| Otros | ||
| Capacidad de manejo | m3/d | |
| Si se debe montar en la sala de control | ||
| Requisitos de apariencia | Para más detalles sobre el aspecto minimalista, consulte nuestro folleto. | |
| Voltaje, frecuencia, fase eléctrica | ||
| Distancia entre el regulador y el equipo | ||
| Especificaciones de la interfaz de brida | ||
| Requisitos especiales | ||