
Resumen
El Reactor de Lecho Móvil con Biopelícula (ANJ-MBBR) es una solución patentada desarrollada específicamente para abordar los desafíos en el tratamiento de aguas residuales domésticas rurales, incluyendo eficiencia de tratamiento inestable, altos costos operativos y escasez de personal calificado para mantenimiento. Este sistema innovador adopta un método de acoplamiento lodo-biopelícula, combinando lodo activado y biopelícula dentro del mismo reactor. Al aprovechar las fortalezas de cada uno y mitigar sus debilidades, demuestra una resistencia excepcional a cargas de choque.
El ANJ-MBBR integra tecnologías clave como la antiacumulación de relleno, agitación automática por vórtice, sistemas de control inteligente y plataformas de operación inteligentes. Cuenta con un diseño ecológico, bajos costos de inversión, cumplimiento estable de la calidad del agua y soluciones de mantenimiento inteligente que reducen los gastos operativos. Su diseño modular y en serie estandarizado permite una rápida adaptación a diversos escenarios. El producto está construido en acero al carbono resistente a la corrosión, lo que garantiza alta capacidad de carga y larga vida útil.
Este producto es adecuado para escenarios de tratamiento de aguas residuales domésticas, como aldeas, pueblos, comunidades residenciales, edificios de oficinas, centros comerciales, escuelas, hospitales y estaciones de servicio de autopistas, así como para escenarios similares de tratamiento y reutilización de aguas residuales orgánicas industriales a pequeña y mediana escala, como mataderos, procesamiento de productos acuáticos e industrias alimentarias. La calidad del efluente: CODcr≤50mg/L, BOD5≤10mg/L, NH3-N≤5(8)mg/L, TN≤15mg/L, TP≤0,5mg/L, SS ≤10mg/L.







Especificaciones
| Especificación Serie MBBR | |||||
| N.º | Especificaciones y modelos | Capacidad de Procesamiento (m³/d) | Dimensiones del equipo (L×A×Al) (m) | Potencia Instalada (kw) | Peso (kg) |
| 1 | MBBR-10 | 10 | 2.8×2.6×2.5 | 0.82 | 3600 |
| 2 | MBBR-20 | 20 | 3.5×3.0×2.5 | 1.58 | 4750 |
| 3 | MBBR-30 | 30 | 4.0×3.0×3.0 | 1.58 | 6500 |
| 4 | MBBR-40 | 40 | 5.0×3.0×3.0 | 3.08 | 7550 |
| 5 | MBBR-50 | 50 | 6.3×3.0×3.0 | 3.12 | 8450 |
| 6 | MBBR-100 | 100 | 9.5×3.0×3.0 | 5.62 | 11800 |
| 7 | MBBR-150 | 150 | 12.8×3.0×3.0 | 5.74 | 13800 |
| 8 | MBBR-200 | 200 | 16.5×3.0×3.0 | 5.74 | 20400 |
| 9 | >200 | Las primeras 8 combinaciones de especificaciones | |||
Atributos importantes (ANJ-MBBR-100 como ejemplo)
| Inspección fuera de sitio por video | Puede proporcionar | Capacidad de Procesamiento | 100 m³/d |
| Informe de inspección del equipo | Puede proporcionar | Garantía | 1 año |
| Componentes Principales | Bomba de agua, ventilador, armario de control | Peso (kg) | 11800 |
| País de Origen | Hefei, China | Marca | SECCO |
| Material del equipo | Q235B, pedido a medida | Tasa de eliminación | La tasa de eliminación de CODcr es superior al 85 %, la tasa de eliminación de DBO es superior al 90 %, la tasa de eliminación de nitrógeno amoniacal es superior al 95 %, la tasa de eliminación de fósforo total es superior al 90 % |
| Material de Relleno | Relleno modificado hidrófilo | Flujo técnico | Proceso de lodo activado acoplado con proceso de biopelícula |
| Color del producto | Personalizable | Voltaje | 220 V, 380 V, personalizable |
| Método de Control | Automatización eléctrica (PLC) | Operación | Ejecutar automáticamente |
| Aplicación | Tratamiento de aguas residuales domésticas en pueblos, ciudades, zonas urbanas, comunidades residenciales, edificios de oficinas, centros comerciales, tratamiento de aguas residuales en instalaciones públicas como hospitales y escuelas, y tratamiento de aguas residuales en pequeñas y medianas industrias como mataderos, procesamiento de productos acuáticos y alimentos | Proporciona servicio posventa | Planos, videos, servicios in situ, manuales del producto |
| Ventajas | Alta resistencia a cargas de impacto, huella pequeña, bajo consumo de energía, operación inteligente | El certificado | / |
| Tamaño (L×A×A)(m) | 9.5×3.0×3.0 | Nombre del producto | Equipo inteligente de tratamiento de aguas residuales - Reactor de lecho móvil con biopelícula |
| Instalación | Por encima, por debajo y semienterrado | Cuantidad mínima de pedido | 1 Conjunto |
Información de embalaje y envío (ANJ-MBBR-100 como ejemplo)
| Unidad de Venta | Artículo único |
| Tamaño de empaque individual (L×A×H)(m) | 9.5×3.0×3.0 |
| Peso bruto de una unidad individual | 11800 |
Plazo de entrega
| Cantidad | 1 | 2-5 | >5 |
| Hora del Este (ET) | 30 | 70 | indeterminado |
Opciones de personalización
| Opción | Pedido mínimo | Costos de personalización |
| Personalice el material principal | 1 Conjunto | |
| Personaliza el grosor del cuerpo | 1 Conjunto | |
| Placas de identificación personalizadas | 1 Conjunto | |
| Personalizar el logotipo | 1 Conjunto | |
| Personalizar los colores | 1 Conjunto | |
| Capacidad personalizada | 1 Conjunto | |
| Embalaje personalizado | 1 Conjunto | |
| Planos personalizados | 1 Conjunto | |
| Personalización | 1 Conjunto |
Escenarios de Aplicación
El sistema ANJ-MBBR está diseñado principalmente para el tratamiento de aguas residuales domésticas rurales, gestión de agua turbia a baja temperatura y remediación de cuerpos de agua negros y malolientes. Sirve tanto para proyectos de construcción nuevos como para actualizaciones/iniciativas de estandarización de equipos. Las aplicaciones principales incluyen: tratamiento de aguas residuales en pueblos, ciudades, complejos residenciales, edificios de oficinas e instalaciones comerciales; sistemas de alcantarillado urbano; infraestructura pública como hospitales y escuelas; y procesamiento de aguas residuales industriales para pequeñas y medianas empresas como mataderos, plantas de procesamiento de productos acuáticos y fabricantes de alimentos.

Composición del producto
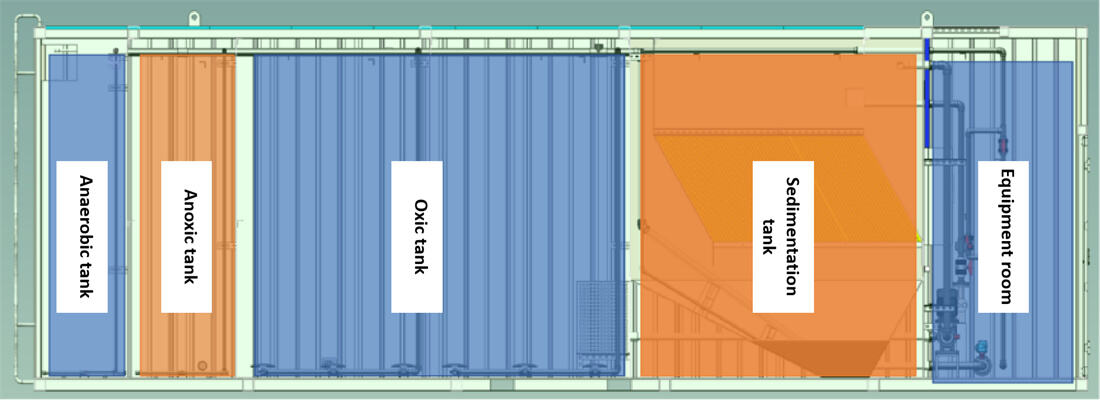
El sistema ANJ-MBBR adopta principalmente el proceso A/A2O, compuesto por un tanque pre-anóxico, tanque anaeróbico, tanque anóxico, tanque oxic, tanque de sedimentación y sala de equipos. El tanque oxic está equipado con medios MBBR (Reactor de Lecho Móvil de Múltiples Membranas), mientras que el tanque de sedimentación utiliza tubos inclinados o sedimentadores de flujo vertical. El sistema de recirculación adopta predominantemente un mecanismo de retorno por elevación neumática de alto rendimiento energético. La sala de equipos integra unidades de desinfección UV y sistemas de control junto con componentes estándar como ventiladores y bombas.
Componentes Principales
| N.º | Contenido | Especificaciones y modelos | Cantidad | Unidad |
| 1 | Pozo de Equipos Integrado | acero al carbono anticorrosivo | 1 | conjunto |
| 2 | Medidor de flujo electromagnético | 0~15 m³/h | 1 | conjunto |
| 3 | Indicador de Nivel | rango de medición: 0-10 m | 1 | conjunto |
| 4 | Disco de Aireación | φ215, chasis ABS | 1 | conjunto |
| 5 | Relleno MBBR | 38 orificios, Φ25×10 mm, área superficial específica >800 m²/m³ | 1 | conjunto |
| 6 | Ventilador de aireación | soplador rotativo | 2 | conjunto |
| 7 | Válvula de bola eléctrica | DN50, hierro fundido, doble brida, 220V | 1 | conjunto |
| 8 | Válvula electromagnética | interfaz de rosca interna de acero inoxidable, presión de trabajo real 0-0,3 bar, sello de flúor, 220V | 1 | conjunto |
| 9 | Desinfectante UV | escala de procesamiento Q=10~200m³/d | 1 | conjunto |
| 10 | Sistema de Control | armario de control (PLC Siemens) y componentes de cableado y alambres asociados | 1 | conjunto |
PRINCIPIO DEL PROCESO
Flujo del proceso
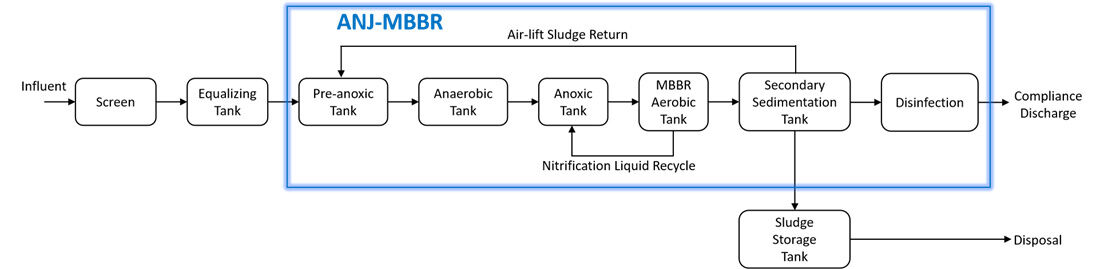
El flujo de proceso típico de los productos ANJ-MBBR es el siguiente: después de retener sólidos suspendidos grandes y residuos mediante una rejilla mecánica, las aguas residuales ingresan al tanque de equalización para la homogenización y el ajuste de volumen. El agua luego se bombea hacia el tanque pre-anóxico donde se mezcla con el lodo regenerado. En esta etapa, se eliminan completamente los nitratos y el oxígeno presentes en el lodo recirculado, garantizando condiciones anaeróbicas estrictas en el tanque anaeróbico. Esto mejora significativamente la eficiencia de liberación de fósforo de las bacterias acumuladoras de fosfato dentro del sistema anaeróbico.
Las aguas residuales luego ingresan al tanque anaeróbico, donde las bacterias reductoras de fósforo liberan fósforo en un entorno estrictamente anaeróbico, preparándose para la posterior absorción aeróbica de fósforo. Posteriormente fluye hacia el tanque anóxico, donde el licor mixto recirculado desde el tanque de sedimentación secundaria contiene aguas residuales ricas en nitratos. Esta corriente puede aprovechar plenamente la fuente de carbono de alta calidad del afluente para lograr la desnitrogenación y la eliminación de nitrógeno.
El efluente del tanque anóxico ingresa al tanque aeróbico MBBR. Bajo la aplicación de aireación de alta eficiencia y tecnología antiacumulación de relleno, las aguas residuales en el tanque aeróbico entran en completo contacto y mezcla con el relleno MBBR para descomponer eficazmente la materia orgánica; las bacterias acumuladoras de fosfato absorben fósforo en exceso y realizan la eliminación del fósforo total mediante el vertido de lodo en exceso.
El agua residual tratada en el tanque aerobio MBBR ingresa al tanque de sedimentación secundaria para separar el lodo suspendido y las impurezas. El sobrenadante separado se canaliza hacia el sistema de desinfección, donde se eliminan los patógenos dañinos antes de cumplir con los estándares de descarga. Una parte del licor mixto de la sección media-inferior retorna al extremo frontal mediante recirculación, mientras que el líquido restante se deposita en el depósito de lodos como lodo excedente, que luego se transfiere al tanque de almacenamiento de lodos para su disposición externa periódica.
Tecnología y características principales del producto
Ventajas Técnicas Principales
Método de Acoplamiento por Película de Lodo
La tecnología principal del ANJ-MBBR (reactor de biopelícula marino para nitrificación anaerobia) adopta un método de acoplamiento de película de lodo, en el que el sistema de reacción contiene simultáneamente lodo activado y biopelícula. Este enfoque de doble proceso aprovecha las ventajas de ambos mientras mitiga sus debilidades, lo que resulta en una mayor resistencia a cargas de choque. En comparación con el proceso tradicional de lodos activados (ASP), el MBBR demuestra una producción de biomasa más alta y un rendimiento de tratamiento más estable, mostrando particularmente una mayor robustez al manejar fluctuaciones en la calidad del agua.
Tecnología Antiacumulación de Relleno
El producto ANJ-MBBR utiliza una tecnología patentada antiobstrucción (Patente: Patente de Modelo de Utilidad concedida, un sistema integrado de tratamiento de aguas residuales con diseño antiobstrucción, ZL2022203233982). A través de la implementación de un sistema de aireación por zonas y redes de relleno suspendidas fabricadas, el equipo evita la acumulación de lodos. La agitación intermitente de los lodos en zonas muertas elimina la acumulación, mejorando así la capacidad de carga de lodos y aumentando la eficiencia del tratamiento de aguas residuales.
Esta tecnología no solo reduce el número de puntos de fallo, sino que también disminuye la inversión en equipos y el consumo energético de operación y mantenimiento. Al adoptar la tecnología antiacumulación, se elimina el equipo de mezcla dentro del equipo, lo que no solo reduce el número de puntos de fallo, sino que también disminuye la inversión en equipos y el consumo energético de operación y mantenimiento.
Tecnología de Autoagitación por Vórtice
El producto ANJ-MBBR logra la agitación autómatica del flujo de agua dentro del tanque mediante la instalación de un cilindro guía de vórtice y un sistema de distribución de agua hidrociclón (tecnología patentada: patente de invención autorizada, dispositivo de tratamiento de aguas residuales con agitación automática y método de control basado en la teoría de vórtices hidráulicos, ZL202311835457X). Esto reduce significativamente el consumo de energía en comparación con los procesos tradicionales de tratamiento de aguas residuales, mejora la eficiencia de transferencia de oxígeno disuelto y garantiza un rendimiento de tratamiento más estable.
En comparación con el sistema tradicional que requiere agitación mecánica o neumática, la tecnología de agitación automática por vórtice puede lograr la agitación autómatica del flujo de agua en el tanque, mejorar el efecto de transferencia de masa de oxígeno disuelto y reducir considerablemente el consumo de energía en comparación con el proceso tradicional de tratamiento de aguas residuales, además de ofrecer un efecto de tratamiento más estable.
Sistema de control inteligente
El producto ANJ-MBBR, basado en operación automatizada, utiliza análisis de datos masivos y programación lógica de control para activar el modo de ahorro energético bajo condiciones de baja carga (con propiedad intelectual propia: Sistema Inteligente de Supervisión para el Tratamiento de Aguas Residuales Rurales de Xinyu Technology, Versión 1.0, 2022SR0349958). Este sistema no solo cumple con los estándares de descarga de efluentes, sino que también maximiza el ahorro de costos en la operación del equipo.
Este sistema de control inteligente puede ajustar automáticamente los parámetros de operación según la carga de caudal de entrada y la calidad del agua, optimizar el consumo energético, mejorar la eficiencia del tratamiento y reducir los costos de operación y mantenimiento.
Plataforma Inteligente de Operación y Mantenimiento
El producto ANJ-MBBR, integrado con nuestra plataforma inteligente de operación y mantenimiento desarrollada internamente (con propiedad intelectual propia: Plataforma de Aplicación de Gestión Digital e Inteligente para Plantas de Tratamiento de Aguas Residuales V1.0, 2023SR1352648), permite una operación verdaderamente no presencial. Esta innovación aborda los desafíos persistentes en las instalaciones rurales de tratamiento de aguas residuales, incluyendo dificultades operativas, altos costos, fallos frecuentes, mantenimiento inadecuado y reparaciones tardías.
La Plataforma Inteligente de Operación y Mantenimiento Tiene Las Siguientes Funciones:
1) Monitorear el estado de operación y los parámetros de calidad del agua en tiempo real
2) Advertencia automática y diagnóstico de fallas
3) Control remoto y ajuste de parámetros
4) Análisis de datos de operación y mantenimiento y sugerencias de optimización
5) Registros de operación y mantenimiento y generación de informes
Características del producto
(1) Diseño Ecológico y de Protección Ambiental, Baja Inversión y Costo de Construcción
Mediante la aplicación integrada de varias tecnologías clave independientes para lograr un diseño de bajo consumo energético, en comparación con productos similares, el costo del equipo se reduce desde la fuente, incluyendo la reducción del número de bombas de aguas residuales, la omisión de equipos de agitación mecánica, la disminución del caudal de aire de los ventiladores, etc., lo que permite una alta eficiencia y ahorro energético.
(2) Se integran múltiples tecnologías clave para garantizar que la calidad del efluente cumpla con las normas
Al implementar el proceso de acoplamiento lodo-película y la tecnología patentada antiacumulación de relleno, el sistema demuestra una resistencia excepcional a las cargas de choque y una capacidad sólida para manejar fluctuaciones en la calidad del agua. La plataforma integrada de operación inteligente con sistema de control inteligente permite el monitoreo en tiempo real de los parámetros del agua mientras ajusta automáticamente los controles del proceso, asegurando un cumplimiento constante con las normas de descarga.
(3) Operación y mantenimiento digital e inteligente, bajo costo de operación y mantenimiento
Mediante la aplicación de la plataforma inteligente de operación y mantenimiento y el sistema de control inteligente, se logra un mantenimiento centralizado a gran escala en la zona, mejorando la eficiencia de gestión y reduciendo los costos laborales.
(4) Diseño modular y estandarizado en serie para responder rápidamente a requisitos multi-escenario
El diseño modular compacto y fácil de mantener hace que el equipo sea más compacto, facilitando la instalación, el transporte y el mantenimiento. Al mismo tiempo, el diseño modular también ayuda a mejorar la versatilidad y escalabilidad del equipo para satisfacer proyectos de diferentes tamaños y necesidades de procesamiento.
Se lleva a cabo una serie de diseños estandarizados, ofreciendo una gama más amplia de opciones para adaptarse a diversos escenarios de aplicación con distintas escalas y requisitos de procesamiento.
(5) Sólido y duradero, respetuoso con el medio ambiente
El producto está fabricado con material de acero al carbono anticorrosivo, con gran capacidad de carga y larga vida útil; no requiere equipos eléctricos sumergidos, lo que reduce los puntos de fallo; descarga de agua estable y conforme a normas, que puede utilizarse para riego y reutilización de aguas residuales, siendo ecológico.
Características de diferenciación y ventajas competitivas
Comparación con el proceso de lodos activados (ASP)
En comparación con el proceso tradicional de lodos activados, ANJ-MBBR presenta las siguientes ventajas:
(1) Mayor eficiencia espacial: MBBR generalmente requiere menos espacio debido a su alta concentración de biomasa.
(2) Mayor resistencia a cargas de impacto: MBBR tiene una mayor adaptabilidad a las fluctuaciones en calidad y cantidad de agua, y no se ve fácilmente afectado por cargas de impacto.
(3) Producción de lodo más baja: la cantidad de lodo excedente producido por el sistema MBBR es menor que la del ASP, lo que reduce el costo del tratamiento de lodos.
(4) Operación y mantenimiento más sencillos: no se requiere un sistema de recirculación de lodos, lo que simplifica el proceso operativo.
Comparación con el biorreactor de membrana (MBR)
En comparación con el biorreactor de membrana, el ANJ-MBBR presenta las siguientes ventajas:
(1) Menor costo de inversión: La inversión inicial del MBBR suele ser menor que la del MBR porque no se requieren componentes de membrana costosos.
(2) Menor consumo energético: El consumo energético del MBBR suele ser inferior al del MBR porque no se necesita un sistema de limpieza ni de succión de membranas.
(3) Mantenimiento más sencillo: El MBBR requiere menos mantenimiento que el MBR porque no necesita procedimientos complejos de mantenimiento de membranas.
(4) Adaptabilidad: El MBBR se adapta mejor a diferentes tipos de aguas residuales y requisitos de tratamiento.
Comparación con el reactor secuencial por lotes (SBR)
En comparación con el reactor secuencial por lotes, el ANJ-MBBR presenta las siguientes ventajas:
(1) Operación continua: El MBBR puede alimentarse y descargarse continuamente, sin necesidad de operar por lotes como el SBR.
(2) Mayor biomasa: El biofilm en el MBBR proporciona más biomasa y mejora la eficiencia del tratamiento.
(3) Huella reducida: Para la misma capacidad de tratamiento, el MBBR generalmente ocupa menos espacio que el SBR.
(4) Mayor grado de automatización: La operación del MBBR puede automatizarse más fácilmente.
Aplicaciones
Caso 1: Proyecto de Renovación de Tratamiento de Aguas Residuales Urbanas en un país asiático
(1) Antecedentes y desafíos del proyecto:
a. Ubicación del proyecto: Área urbana de un país en Asia;
b. Escala de procesamiento: 400 m³/día;
c. Principales desafíos: El proyecto está cerca del área de protección de primer nivel del lago Chaohu, y los niveles de nitrógeno y fósforo en el agua superan frecuentemente el estándar.
(2) Solución ANJ-MBBR:
a. Se combinan dos modelos MBBR-200;
b. El método de acoplamiento por película de lodos tiene una alta resistencia a las cargas de impacto;
c. Equipado con una plataforma inteligente de operación y mantenimiento para permitir el monitoreo remoto;
d. La eficiencia del tratamiento mejora mediante el uso de tecnología de relleno y tecnología de agitación automática en vórtice.
(3) Efecto y datos de la implementación:
a. La calidad del agua de salida es estable y cumple con la normativa local, con un valor de DQO inferior a 50 mg/L, mucho mejor que la norma local;
b. Los costos de operación y mantenimiento se redujeron en un 40%.


Caso 2: Proyecto de renovación de tratamiento de aguas residuales rurales en un país asiático
(1) Antecedentes y desafíos del proyecto:
a. Ubicación del proyecto: Tratamiento de aguas residuales rurales en un país de Asia;
b. Escala de tratamiento: 10 m³/d;
c. Principales desafíos: existen equipos antiguos e ineficaces, fugas graves y descargas de agua fuera de norma.
(2) Solución ANJ-MBBR:
a. Se adopta el modelo MBRB-10;
b. Se adopta el proceso de acoplamiento con película para mejorar la eficiencia del tratamiento;
c. El sistema integrado de control inteligente ajusta automáticamente los parámetros de operación según la calidad del agua.
(3) Efecto y datos de la implementación:
a. El COD del efluente es inferior a 50 mg/L, mucho mejor que la norma local;
b. Tasa de eliminación de nitrógeno amoniacal > 98%;
c. El sistema funciona de forma estable y se adapta a las fluctuaciones estacionales;
d. El costo operativo es un 30 % menor que el del sistema original.


Caso 3: Proyecto de Tratamiento de Aguas Residuales Rurales en un país asiático
(1) Antecedentes y desafíos del proyecto:
a. Ubicación del proyecto: Tratamiento de aguas residuales rurales en un país de Asia;
b. Escala de procesamiento: 50 m³/d;
c. Principales desafíos: existen problemas de suministro eléctrico inestable, inundaciones frecuentes en temporada de lluvias y descarga de aguas no conformes.
(2) Solución ANJ-MBBR:
a. Se adopta el modelo MBBR-50;
b. Sistema de control inteligente integrado, se adapta a las fluctuaciones de energía;
c. Equipado con una plataforma inteligente de operación y mantenimiento para permitir el monitoreo remoto;
d. El sistema de control inteligente integrado ajusta automáticamente los parámetros de operación según la calidad del agua.
(3) Efecto y datos de la implementación:
a. El COD del efluente es inferior a 50 mg/L, mucho mejor que la norma local;
b. Tasa de eliminación de nitrógeno amoniacal > 98%;
c. El sistema funciona de forma estable y se adapta a las fluctuaciones estacionales;
d. El costo operativo es un 30 % menor que el del sistema original.